

A single spark — invisible, unfelt, unpredictable — can trigger thermal runaway on a lithium battery production line. Electrostatic discharge gives no warning. In battery cell manufacturing, it doesn’t have to. The results are costly: scrapped cells, damaged equipment, and, in the worst cases, catastrophic fires.
Picking the right disposable coveralls with verified electrostatic discharge protection is not a routine checkbox. It’s a decision with direct safety and financial consequences.
This guide gets straight to the point:
- Which materials hold up under ESD compliance standards
- How to match coverall specs to your specific production zone
- Where most procurement teams go wrong when sourcing static control garments for battery manufacturing
Why ESD Is a Critical Hazard in Battery Manufacturing Environments?
 Battery manufacturing runs on precision measured in microns. Lithium-ion separators are just 10–25 µm thick — thinner than a human hair. A localized static discharge of a few kilovolts can punch a pinhole straight through one.
Battery manufacturing runs on precision measured in microns. Lithium-ion separators are just 10–25 µm thick — thinner than a human hair. A localized static discharge of a few kilovolts can punch a pinhole straight through one.
That pinhole doesn’t announce itself. The cell passes inspection. It ships. Out in the field, during a charge cycle, that hidden defect grows into a full internal short — and thermal runaway follows.
This is why ESD is treated as a critical hazard, not a housekeeping issue.
Three Ways Static Destroys a Battery Line
1. It attracts contamination you can’t see. Dry-room environments are mandatory for lithium chemistry stability. They strip out humidity — and that causes static buildup to spike hard. Personnel and plastic surfaces can hit 2–10 kV. At those levels, metallic dust doesn’t drift around on its own. It pulls straight onto electrode coatings, embedding conductive particles that create micro-shorts during formation or field use.
2. It damages the electronics, keeping cells safe.
Battery management systems are ESD -sensitive by design. A sudden current spike from an uncontrolled discharge can take out protection circuitry — the exact components that control charge, discharge, and temperature. A damaged BMS doesn’t fail with a warning. It fails without one, until it’s too late.
3. It scales into a serious problem. At gigafactory volumes, even a 0.1–0.5% increase in cell scrap from ESD-related micro-defects adds up to tens of thousands of rejected cells per month. Plus, a single ESD-triggered thermal runaway in a high-voltage module can spread pack-to-pack. Industry guidance calls for isolation zones of at least 330 feet around large battery fires. That’s because lithium fires reignite hours or days later, release toxic gases including HF and HCN, and won’t go out with standard suppression methods.
ANSI/ESD S20.20 exists because this hazard needs a formal control program — not makeshift fixes. For any production environment handling lithium cells, ESD control isn’t optional. It’s the baseline.
Why Battery Manufacturing Needs Disposable Coveralls Instead of Reusable PPE?
 Reusable PPE sounds economical. Map out what reuse takes in a battery manufacturing environment, though, and the math falls apart fast.
Reusable PPE sounds economical. Map out what reuse takes in a battery manufacturing environment, though, and the math falls apart fast.
Battery dry rooms run at relative humidity below 1–2%. Dust concentration limits sit between 1–10 mg/m³. Cleanroom targets hit ISO Class 7–8 or better. These numbers aren’t arbitrary. They show how little room lithium cell production has for contamination. NMC, LFP, and graphite powders are nothing like sawdust. They’re fine, chemically active, and toxic in small amounts. A coverall that picked up powder on Tuesday is not safe to bring into the cell assembly on Thursday. Not without confirmed decontamination first.
That decontamination step is where reusable PPE programs break down.
The Verification Problem No One Talks About
To reuse a protective coverall in a battery powder environment, you need:
- A documented decontamination procedure that removes nano-sized particles from fabric
- Wipe tests or equivalent checks confirming the removal worked
- Inspection of zipper integrity, seam performance, and fabric condition
- A tracking system that ties the garment back to the same user, not just the same shift
Each step requires a judgment call. Each judgment call adds human-factor risk. Safety Standards now reflect this: once a suit contacts hazardous chemicals, the correct approach is to treat it as limited-use. Not reusable. Done.
Disposable coveralls cut out that judgment. The SOP becomes simple: one coverall per dry room entry, discard on exit. No decontamination cycle. No inspection backlog. No traceability headache.
The Cost Argument Flips in High-Change Environments
Reusable PPE makes sense in low-contamination settings — general assembly, warehousing, and mechanical work with little chemical exposure. In those environments, change frequency stays low, and laundering costs spread across many uses.
Battery powder rooms are different. Electrode mixing, coating lines, and electrolyte filling demand multiple garment changes per shift. Stack up laundering, decontamination labor, inspection time, collection logistics, and user tracking — then compare that against a sealed single-use coverall pulled from clean storage. Disposables become the cost-competitive option, not the expensive one.
Sealed arrival matters too. A fresh disposable coverall has a confirmed clean condition. A laundered reusable has a condition you’re trusting a process to guarantee. Those two things are not the same.
Where Disposables Are Non-Negotiable?
In battery manufacturing, single-use Type 5/6 disposable coveralls are the right choice for:
- Dry room powder handling — mixing, dosing, vacuum transfer
- Electrode coating lines where airborne fine dust is present
- Cell assembly zones where particle contamination causes internal shorts
- Electrolyte work — filling, spill response, leak checks, equipment cleaning
Reusable coveralls still work for non-powder general assembly, low-chemical utility areas, and zones where change frequency stays low — one garment per day, limited exposure.
The line between those two categories in a lithium battery facility is clear. Powder contacts the product directly. Contamination causes product failure — and that failure doesn’t show up right away. Scrapped cells, field defects, thermal events: none of those costs come back from whatever you saved on PPE.
How Do Different Battery Production Zones Influence PPE Requirements?
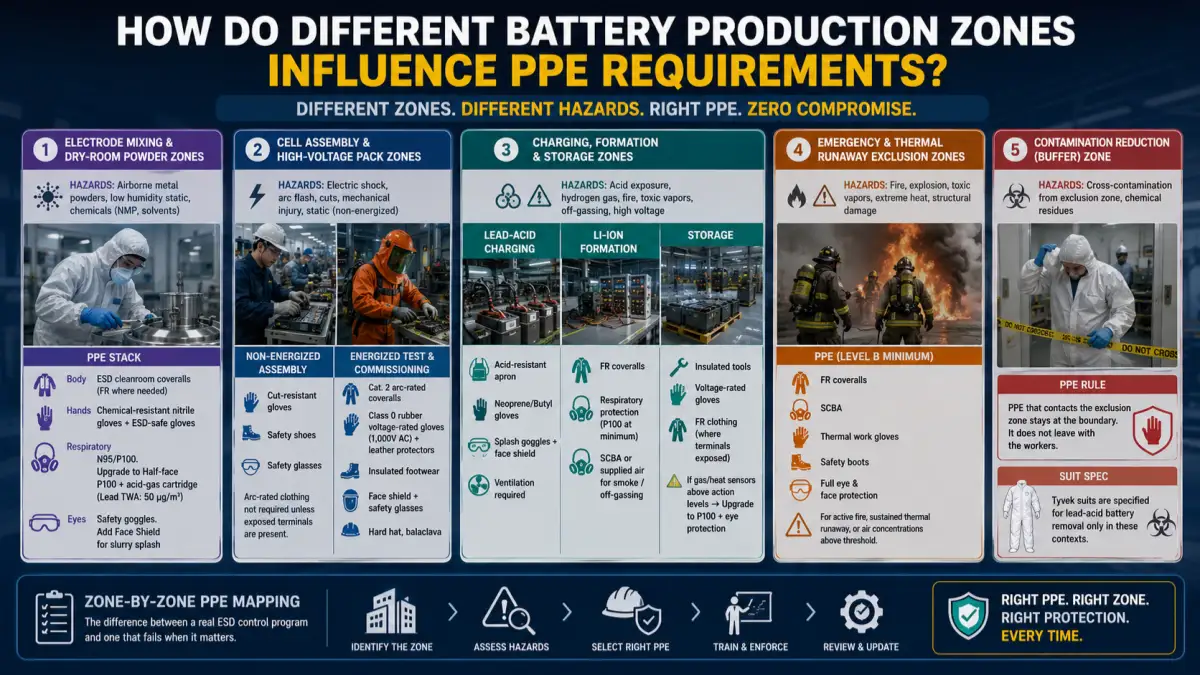 Battery manufacturing facilities aren’t a single environment. You’re looking at five or six distinct hazard profiles under one roof. The coverall spec that keeps a worker safe in electrode mixing will leave them unprotected in a high-voltage commissioning bay.
Battery manufacturing facilities aren’t a single environment. You’re looking at five or six distinct hazard profiles under one roof. The coverall spec that keeps a worker safe in electrode mixing will leave them unprotected in a high-voltage commissioning bay.
Zone-by-zone PPE mapping isn’t a bureaucratic exercise. It’s the real difference between a functional ESD control program and one that looks good on paper until something breaks down.
Electrode Mixing and Dry-Room Powder Zones
ESD-safe cleanroom coveralls are non-negotiable here — not optional, not a best practice suggestion. Airborne NMC, graphite, and lead oxide particles mix with ultra-low humidity (below 1–2% RH) to build up sustained static. An unrated garment doesn’t just fail to protect. It adds to the hazard.
Zone-specific PPE stack: – Body: ESD cleanroom coveralls with verified surface resistivity. Use FR coveralls where static and thermal risks overlap – Hands: Chemical-resistant nitrile gloves for NMP/solvent exposure. Add ESD-safe gloves for direct electrode handling – Respiratory: Start at N95 or P100. Step up to a half-face respirator with P100 + acid-gas cartridge for lead, nickel, cobalt, or solvent vapors. OSHA’s 50 µg/m³ 8-hour TWA limit for lead sets the hard floor – Eyes: Safety goggles as standard. Add a Face Shield wherever slurry splashing is possible
Cell Assembly and High-Voltage Pack Zones
The hazard profile changes here. It moves from particulates and static to arc flash, electric shock, and mechanical risk. Static control garments still matter in non-energized assembly. But the priority shifts to electrical protection the moment live terminals enter the picture.
Non-energized assembly: Cut-resistant gloves, safety shoes, safety glasses. Arc-rated clothing isn’t required unless exposed terminals are present.
Energized test and commissioning zones: The PPE ensemble steps up hard — Category 2 arc-rated coveralls, Class 0 rubber voltage-rated gloves (rated to 1,000V AC) with leather protectors, insulated footwear, face shield plus safety glasses, hard hat, and balaclava. That’s not over-engineering. It reflects the real consequence of arc flash in a high-voltage module environment.
Charging, Formation, and Storage Zones
Lead-acid charging zones carry corrosive acid and explosive hydrogen gas. That combination requires acid-resistant aprons, thick Neoprene or Butyl gloves, splash goggles, and face shields, plus proper ventilation controls. OSHA 1926.441(a)(5) makes face shields, aprons, and rubber gloves mandatory for anyone handling batteries or acid in these areas.
Li-ion formation zones shift the main risk to fire and toxic vapor. FR coveralls and respiratory protection are the baseline. Use SCBA or supplied air for any event involving smoke or off-gassing.
Storage zones look calm, but large EV pack handling still needs insulated tools, voltage-rated gloves, and FR clothing where terminals are exposed. CO₂, CO, H₂S, or heat sensors going above action levels mean the PPE spec upgrades to P100 respirators and eye protection right away.
Emergency and Thermal Runaway Exclusion Zones
This is the top of the PPE hierarchy. EPA Li-ion emergency response guidance calls for Level B protection during any active fire, sustained thermal runaway, or air concentrations above threshold — FR coveralls, SCBA, thermal work gloves, safety boots, and full eye and face protection.
The contamination reduction zone next to the exclusion area has its own rule: PPE that contacts the exclusion zone stays at the boundary. It does not leave with the workers. Tyvek suits are specified for lead-acid battery removal only in these contexts — a detail that matters when procurement teams try to use a single coverall spec across every zone.
Zone-by-zone PPE reference:
| Zone | Coverall Type | Key Additional PPE |
|---|---|---|
| Dry powder / electrode | ESD cleanroom coverall | N95–P100 respirator, ESD gloves, goggles |
| Lead-acid paste / charging | FR or acid-resistant clothing | Acid apron, rubber gloves, face shield |
| EV pack assembly (non-energized) | Standard disposable or cut-resistant workwear | Cut-resistant gloves, safety glasses |
| High-voltage test / energized repair | Cat 2 arc-rated coveralls | Class 0 rubber gloves, face shield, hard hat, balaclava |
| Battery storage (large EV packs) | FR clothing | Safety gloves, eye protection; P100 if gas sensors alert |
| Emergency / thermal runaway exclusion | FR coveralls (Level B ensemble) | SCBA, thermal gloves, full face and eye protection |
The pattern is consistent. As the hazard moves from particulate contamination to chemical exposure to electrical risk to thermal emergency, the required static-control garments, protective ratings, and respiratory levels step up accordingly. Using a single coverall spec across all zones isn’t a cost-saving move — it’s a compliance gap waiting to surface at the worst possible time.
Common Mistakes When Choosing Disposable Coveralls for Battery Manufacturing
Most procurement errors here aren’t dramatic. They’re quiet — a spec that almost fits, a certificate that covers most of the hazard, a fabric weight that holds up for seven hours instead of twelve. The consequences show up later: on the production floor, in scrap rates, in incident reports.
These are the mistakes that come up most often.
Mismatching the coverall type to the actual chemical exposure. Type 5/6 coveralls handle dry particles and limited splashes. They carry no rating for continuous liquid exposure from NMP, DMF, or LiPF₆ electrolytes. Any zone with more than 1–2 ml/min of active splash risk needs Type 3/4 construction — not a Type 6 labeled “chemical resistant.”
Trusting fabric data and ignoring seams. Seams fail first. A supplier’s test report that covers the fabric but skips seam performance under equivalent Type 5/6 or 3/4 classification — that gap is a liability, not a paperwork detail. Ask for seam-specific test results. Reject any submission where seam performance doesn’t match fabric ratings.
Choosing fabric weight by cost, not by workstation. Light 40–45 g/m² materials built for lab use won’t hold up on automated battery lines with conveyors, robotic fixtures, and sharp-edged trays. Set minimum tensile strength requirements — longitudinal ≥40 N, transverse ≥30 N. Run at least one full 8–12 hour shift trial before you commit to bulk orders.
Overlooking breathability across a 12-hour shift. A coverall that cuts off too much airflow in lower-risk dry powder zones causes heat stress and higher error rates. Workers end up unzipping or rolling sleeves — and that defeats the point. Grade your barrier requirements by zone. SMS or breathable laminates with verified MVTR data belong in powder areas. Heavier barriers belong where the chemistry demands them.
Skipping FR compatibility checks in formation and test zones. Generic disposable coveralls worn over arc-rated base layers can melt or drip in a fault event. Check that any coverall used in energized or thermal-risk zones has self-extinguishing behavior and carries “no melt, no drip” performance data. NFPA 2112 covers flash fire — it does not cover arc protection. Those are two different standards.
Buying for today’s process without room for tomorrow’s chemistry. NMC-to-high-nickel transitions, silicon anode introductions, and new solvent systems — all of these shift the hazard profile. A coverall spec that just clears current requirements has no buffer for the next process update. Build a living risk inventory. Re-validate coverall specifications at every process change, not just during annual reviews.
Cost vs Risk: How Battery Manufacturers Should Evaluate PPE Investment
PPE spending in battery manufacturing isn’t a cost center. It’s a risk transfer mechanism — and the math is simple once you stop treating it as a line item to cut.
Start with a structured risk register. For every major operation — electrode mixing, coating, electrolyte filling, formation, pack assembly — assign each hazard a likelihood score and a severity score. Then multiply them. Any residual risk score at or above 9 on a 5×5 matrix requires PPE as a mandatory control, not an optional one. At 16 and above, you need multi-layer protection: engineering controls, administrative procedures, plus the highest available PPE category.
Build the Business Case with Event-Based Cost Modeling
For each high-severity hazard, run a basic annual expected-loss calculation:
- Incident probability per year × cost per incident = expected annual loss
- Compare that number against your full PPE system cost: unit cost × quantity per worker, plus training, disposal, and storage
The decision threshold is clear. Expected annual loss from a given hazard exceeds PPE program cost by 3–5×? The investment pays for itself — before you even factor in regulatory penalties or reputational damage.
A few reference points bring this into battery plant reality:
- Acid spills from lead-acid lines carry a 50% probability rating with severe injury as the outcome. Standard battery plant hazard assessments classify this as High Risk (A). That classification makes PPE spend non-negotiable.
- Coating and formation line downtime costs thousands of dollars per hour in gigafactory environments. Proper cleanroom coveralls can cut the defect rate by 0.1–0.5%. The recovered yield value alone exceeds PPE cost by a wide margin. At that point, disposable coveralls aren’t a safety expense — they’re yield-enhancement OPEX.
- NMP exposure above EPA’s 0.1% by weight threshold triggers a regulatory requirement for chemical-resistant gloves, protective clothing, and goggles. That’s not a recommendation. The cost-risk equation is settled.
Where Optimization Is Permitted — and Where It Isn’t
Cost optimization within a PPE category makes sense. Comparing glove materials, nonwoven fabric weights, or coverall construction grades based on task-specific data — that’s the right call. But deciding whether to use PPE at all for High and Substantial risk events isn’t a procurement question. It’s a liability question.
High-performing battery plants tracked on TRIR and near-miss rates show lower total cost of risk than peers who cut corners on documented PPE programs. That gap doesn’t appear by chance. Fewer incidents mean less downtime. Less downtime means lower workers’ compensation exposure. And it all traces back to static control garments, electrostatic discharge protection coveralls, and task-matched PPE selected before the hazard occurs — not after.
Future Trends: PPE Requirements in Next-Generation Battery Manufacturing
Battery chemistry is moving faster than most PPE programs can track. Pack energy densities are crossing 250–300 Wh/kg. System voltages are climbing from 400V to 800–1000V. The production environments needed to build these cells are also getting more demanding. Dry rooms now target dew point below -40°C. Cleanrooms run at ISO Class 5–7. These conditions require garments that simply didn’t exist as standard catalog items five years ago.
Next-generation lines are converging on integrated PPE ensembles. The goal is one solution that covers particle filtration, chemical resistance, and ESD control — all at once, not as three separate problems.
What that looks like in practice:
- Coveralls with particle filtration >99% at 0.5 µm, surface resistivity locked in the 10⁶–10⁹ Ω range, and fiber shedding in single-digit particles/cm²
- Arc-rated outer garments (ATPV ≥8–12 cal/cm²) are becoming standard in formation and HV test zones as incident energies rise
- Solid-state battery lines shift the primary risk from flammability to ceramic dust. That drives tighter goggle seals, higher-filtration respirators, and cut-resistant gloves rated A4–A7
Regulatory frameworks are shifting, too. The move is away from label-based compliance and toward risk-graded PPE programs built on task-specific job hazard analyses. Facilities ahead of this curve already treat static control garments and cleanroom coverall specs as measurable competitive differentiators in OEM audits.
Conclusion
Every sparking incident on a battery production line tells the same story. Someone chose convenience over compliance, or cut costs in exactly the wrong place.
The right disposable coveralls aren’t a line item to optimize. They’re the last barrier between a functioning cell and a thermal runaway event. ESD risk in lithium battery manufacturing is real, measurable, and preventable. Your garment choice must match your production zone, meet verified electrostatic discharge protection standards, and come from a supplier who can back that up with proof.
Don’t leave that decision to guesswork.
Start with your highest-risk zones. Request certified test data from your suppliers. Treat PPE selection as an engineering decision — not a procurement afterthought.
The battery doesn’t care about your budget. Protect your people and your production like it.